
Typical factory automation systems are fast and accurate, by design. Scaling the system to increase production, on the other hand, can be a challenge. Flexible workpiece transport that facilitates parallelising processes can deliver high speed and accuracy, with scalability, in a space-efficient footprint.
When a product succeeds in its market and demand takes off, it’s usually time to increase production. However, scaling up an automated sequence to build more units is not always straightforward. Increasing the line speed can bring problems. Adding extra equipment or a complete production line can be expensive. Even if such investment makes sense and the finance can be found, practical barriers must be overcome. Factory floorspace may be limited, while on the other hand some processes can present a bottleneck that cannot be dealt with by introducing more or bigger machinery.
Finding solutions to issues like these may require lateral thinking by production engineers, or new manufacturing technologies, or a combination of both.
A Challenge to Scale Production
Rotary index tables are often used to transport workpieces from one process to the next in a manufacturing sequence. They provide great positional accuracy repeatability, and high indexing speeds, and can handle heavy items if needed. Their rotational movement can permit intricate operations and facilitate seamless transitions between different manufacturing stations. Their versatility and ability to handle complex tasks make them advantageous in scenarios where standard conveyors may lack the required precision.
On the other hand, increasing the production rate can be challenging. Increasing the speed to move more quickly between index positions has little effect if the time to complete each process is long. Introducing a larger table, or duplicating the entire setup, to handle more workpieces at the same time can be disruptive, expensive, and take up extra space on the factory floor.
This is the situation an electronic component maker recently discovered as demand for one of its products began to grow and the company tried to increase its output. In the production area, a conveyor delivered components to be loaded on an index tables to go through a sequence of test and inspection processes. Figure 1 describes the setup. For one of the inspection processes, the components needed to be powered up. The cycle time for this was significantly slower than others in the sequence. To handle this, the team had been using a SCARA robot to transfer components from the index table into an offline test station. After this inspection, the SCARA loads the components onto the second index table shown in the diagram, for the remaining production processes to be completed.
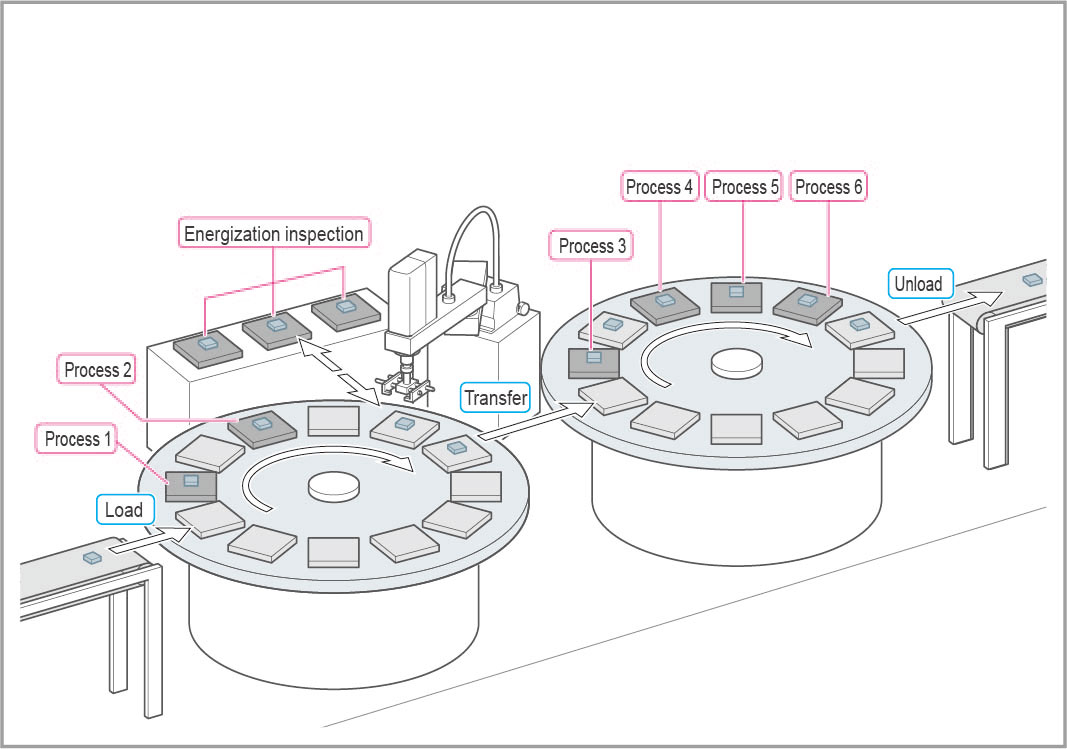 Figure 1. Components are tested and inspected individually using index tables and offline inspection.
Figure 1. Components are tested and inspected individually using index tables and offline inspection.
The offline inspection, being so much slower than the other processes, prevented the team from easily increasing production. Moreover, the team had noticed that transferring components off the indexing table and into the test fixture, and back, increased the risk of damage and factory debris contaminating the component surface. They wanted to mitigate these hazards at the same time as increasing production throughput.
The team considered installing a larger index table to handle pallets containing four components each, to save time by testing multiple units concurrently in the offline fixture. The tables proved difficult to adjust.
Linear, with Flexibility
As an alternative to rotary index tables, offering comparable speed and accuracy, a linear transport system allows a compact, space-saving, and easily scalable solution. Production planners can build lines up to 25.5 metres in length when using a system such as Yamaha’s flexible, modular LCMR200. Configurable slider speed and stop positions facilitate transporting workpieces between automated process equipment located at any point on the line. The sliders provide high rigidity and positional accuracy, with ±5µm repeatability, and can carry items weighing up to 30kg. This allows processes to be performed directly on the slider without transferring the workpiece into a fixture, ensuring faster cycle times and also helping save engineering and equipment costs.
The LCMR200 system also provides circulation units that can be installed at each end of a line. These allow sliders to move in a continuous loop, useful for returning the sliders quickly to the beginning of the sequence or to perform additional assembly processes when moving in the reverse direction. Linear transport is more flexible, robust, cleaner, quieter, and more accurate than conventional conveyors, while offering easier scalability than rotary index tables as well as utilising factory floorspace efficiently.
A new traversing module (figure 2) now allows even more flexible configurations, including parallelising processes to alleviate production bottlenecks and retracting workpieces for offline inspection or testing.
 Figure 2. The LCMR200 traversing unit adds flexibility to solve production bottlenecks and perform inspection and rework without stopping the line.
Figure 2. The LCMR200 traversing unit adds flexibility to solve production bottlenecks and perform inspection and rework without stopping the line.
As shown below, figure 3 compares the traversing unit, which can be inserted between modules and allow sliders to enter and exit from either side, with the circulation unit designed for use at the end of the line.
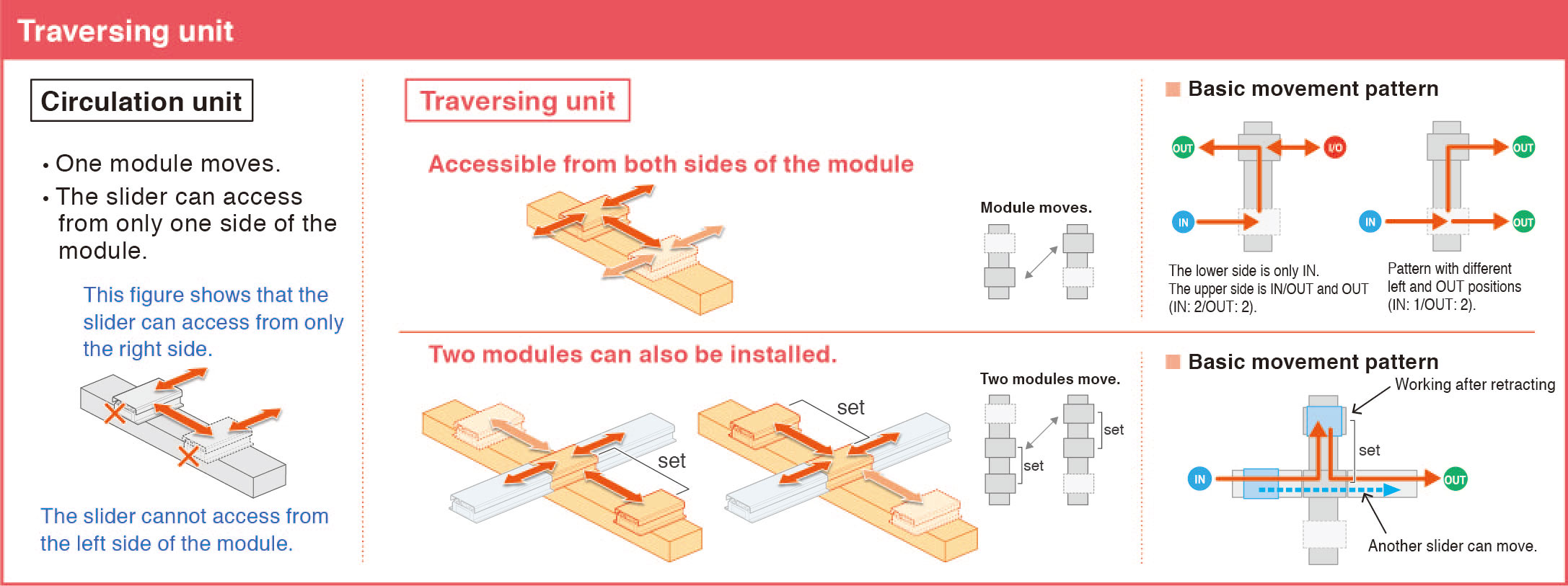 Figure 3. The circulation and traversing units permit stable production lines with flexibility to overcome bottlenecks and minimise stoppages.
Figure 3. The circulation and traversing units permit stable production lines with flexibility to overcome bottlenecks and minimise stoppages.
Traversing Unit in Action
The traversing unit captured the interest of the component manufacturer’s production team, looking for a solution to increase output to meet market demand. With this traversing unit, they saw the opportunity to setup up a production line using LCMR200 modules and create three parallel branches for testing and inspecting the components (figure 4).
 Figure 4. The traversing unit simplifies parallelising industrial processes for greater efficiency and faster throughput.
Figure 4. The traversing unit simplifies parallelising industrial processes for greater efficiency and faster throughput.
Moreover, the sliders can support larger pallets than the index table, which allowed four components to be tested at the same time to increase production throughput.
Together, the system’s inherent speed (the LCMR200 sliders can move at up to 2500mm per second) combined with the opportunity for testing components in parallel, enabled the overall cycle time to be reduced. Also, avoiding the need to remove components for offline testing protects the components from potential damage and contamination. This enabled the team to achieve their desired increase in production without adding extra working shifts, while at the same time enhancing product quality by minimising potential for damage and contamination.
Conclusion
Common approaches to designing process automation prioritise meeting the specified targets for parameters such as throughput, accuracy, and repeatability. Scalability is often not a prime concern and product manufacturers can encounter problems later when seeking to increase output as market demand increases. A workpiece transport system that allows flexible configuration options and simplifies parallelising processes can deliver speed, accuracy, and repeatability while also enabling a space-efficient and scalable solution.
About Yamaha FA Section
Yamaha Factory Automation Section (FA Section), a subdivision of Yamaha Motor Robotics Business Unit in Yamaha Motor Corporation, is focused on delivering flexible, high-accuracy industrial robots for precision automation challenges.
With its roots in the introduction of robot technology to Yamaha motorcycle assembly activities, the division has over 40 years’ experience solving automation challenges from factory-scale to micron-level. Yamaha’s industrial robots are now trusted by leading corporations worldwide, in activities as diverse as semiconductor fabrication and assembling electronic products, domestic appliances, automotive components, and large liquid-crystal panels.
Yamaha Motor FA Section offers a unified range of solutions for robotic assembly, including single-axis robots, SCARA, cartesian, and articulated robots. Innovations such as the LCMR200 linear conveyor module; a smoother, space-saving and more versatile successor to conventional belt and roller conveyors continue to set the pace in factory automation. Core robotic technologies as well as key components and complete robot systems are all produced in-house, ensuring consistent quality and control over lead-times.
Headquartered in Neuss, Germany, Yamaha FA Section serves customers in all Europe.
www.yamaha-motor-robotics.eu
#DiscoverYamahaRobotics